








Qingdao Shende est profondément engagé dans l'industrie des machines en plastiques depuis des décennies et est un exemple leader de la fabrication intelligente de la Chine dans le domaine de l'équipement de tuyauterie. La société a créé une équipe de recherche et développement composée d'experts en génie mécanique et en science des matériaux, collaborant avec les universités pour surmonter les difficultés techniques de la production de tuyaux ondulé à double paroi. Le système de coextrusion multicouche développé indépendamment contrôle précisément le rapport de mélange des matières premières HDPE et PP, augmentant la rigidité de la bague du tuyau ondulé de 20%. La moisissure innovante formant des moisissures, faite d'un alliage spécial, a une durée de vie de 1,5 fois celle des moules conventionnels. Un système de surveillance intelligent de l'épaisseur de la paroi ajuste les paramètres d'extrusion en temps réel pour garantir que la tolérance d'épaisseur de la paroi du tuyau ne dépasse pas ± 0,5 mm. Ces technologies, incarnant l'ingéniosité des ingénieurs chinois, garantissent que même les lignes de production utilisées possèdent la capacité de base d'une production efficace.
Qingdao Shende a des normes extrêmement strictes pour la qualité de l'équipement d'occasion. Chaque ligne de production de tuyaux ondulée à double paroi HDPE-PP 600 recyclée subit un processus rigoureux "trois inspections et trois réparations": l'équipe d'inspection utilise des détecteurs de défaut ultrasoniques pour identifier les dommages cachés dans la vis et le baril, et un testeur de pression dynamique pour vérifier la stabilité du système d'extrusion. Les techniciens effectuent des réparations de revêtement laser sur les pièces usées, remplacent les joints et les roulements importés et améliorent le système de commande PLC. Enfin, un essai continu de 72 heures est effectué, au cours desquels les tuyaux ondulés produits doivent passer 12 tests, y compris la flexibilité de l'anneau et la résistance à l'impact, avant de pouvoir être livrés. Ce processus permet aux tuyaux ondulés produits par la ligne de production utilisée pour résister aux pressions externes de 8KN / m², répondant pleinement aux exigences strictes des projets d'ingénierie municipale.
En termes de prix, la ligne de production utilisée de Qingdao Spende offre un avantage remarquable. Alors qu'une nouvelle ligne de production de tuyaux ondulé HDPE-PP-PP 600 à double paroi peut coûter des millions, le coût de l'équipement d'occasion est réduit de plus de 60%. Après avoir acheté cet équipement, un fabricant de tuyaux municipaux a non seulement réduit l'investissement de son équipement de près de la moitié, mais a également utilisé les économies pour étendre ses réserves de matières premières, augmentant sa capacité de production mensuelle de 30%. Tirer parti des coûts plus faibles pour augmenter la capacité de production permet aux entreprises d'obtenir rapidement un avantage dans la concurrence du marché.
Le support après-vente est une autre force clé de Qingdao Shende. Notre équipe professionnelle après-vente promet une réponse 24h / 24 et un service sur place dans les 48 heures. À leur arrivée, nos ingénieurs superviseront l'ensemble du processus d'installation et de mise en service, offrant trois jours de formation gratuite des opérateurs. Pendant la production quotidienne, notre système IoT surveille à distance le statut de fonctionnement de l'équipement, prête à avertir précoce des défaillances potentielles. Notre entrepôt de pièces de rechange stocke plus de 200 pièces couramment utilisées, offrant une livraison à l'échelle nationale de 48 heures pour minimiser les temps d'arrêt.
La ligne de production de tuyaux ondulée HDPE-PP-PP 600 utilisée par Qingdao Shende exploite l'expertise des fabricants chinois, assurant la qualité grâce à des inspections de qualité rigoureuses, en offrant des prix abordables et en éliminant les préoccupations grâce à un service après-vente complet. Ses performances stables et fiables permettent aux entreprises de produire efficacement des tuyaux ondulés de haute qualité tout en contrôlant les coûts, en relevant facilement les défis du marché et en inaugurant une nouvelle ère dans la production de pipelines.

1. Fonction de l'équipement (cet équipement utilise deux extrudeurs à double vis coniques pour produire un tuyau ondulé à double paroi HDPE / PP)
1.1 Paramètres techniques de l'équipement de base
|
Plage de matériaux de tuyau: ID200-600 |
Spécifications de production: 200, 300, 400, 500, 600 |
|
Capacité de production maximale |
8 tonnes / jour (basé sur ID400 x 25 jours x 10 mois = 1 750 tonnes / an) |
|
Approvisionnement en eau réel |
1,5 m3 / h |
|
Consommation d'eau de la ligne de production |
6 m3 / h (teneur en sel de qualité de l'eau <150 ppm, température 20 ℃) eau circulante |
|
Température ambiante |
0-45 ℃ |
|
alimentation électrique |
3 phases + n + g, (380 V + 5% 50Hz) |
|
Capacité installée en ligne de production |
Environ 274kw |
|
Consommation d'énergie réelle de la ligne de production |
Environ 219kw |
|
Utilisation de la résine |
HDPE80, PE100 ou PPB / PPR MATÉRIELS |
|
Direction de fonctionnement |
De la droite à gauche |
|
Couleur de l'appareil |
Échantillon crémeux blanc ou couleur fourni par le client |
|
Longueur de la ligne de production, largeur et hauteur |
25m * 4m * 2,8 m |
2.1 Ligne de production de tuyaux ondulé à double paroi (Remarque: n'inclut pas la machine de coupe)
|
Numéro de série |
Nom de l'appareil |
Quantité |
Remarque |
|
1 |
TSZJ80 / 156 CONE TWIN Extrudeuse |
1 set |
MOTEUR principale 55 kW (unité principale du mur extérieur) |
|
2 |
TSZJ80 / 156 CONE TWIN Extrudeuse |
1 set |
MOTEUR PRINCIPALE 55KW (moteur principal de mur intérieur) |
|
3 |
support de moisissure |
1 set |
|
|
4 |
Système d'armoire de contrôle du gaz |
1 set |
|
|
5 |
Machine de formation SBG-600 |
1 set |
Plage de production ID200-600 mm |
|
6 |
Système d'aspirateur |
1 set |
Pompe à vide 37 kW 1 ensemble |
|
7 |
Pipe Rack Turning Rack |
1 set |
Avec un dispositif de pesée électronique |
|
8 |
Système de contrôle électrique |
1 set |
Contrôle de Siemens plc |
Grâce à sa vis optimisée et à sa conception bimétallique, l'extrudeuse offre les avantages suivants: taux de plastification élevé, fusion uniforme et production continue et stable. La boîte de vitesses haute performance a été optimisée pour réduire le bruit. Le moteur d'entraînement est un moteur AC Jiangsu Beide avec une puissance de 55 kW / 55 kW. La température du canon est contrôlée dans quatre zones et chauffée par une bobine de chauffage refroidie par l'air en céramique. Le système d'alarme comprend une alarme audible et visuelle. L'onduleur AC est une marque bien connue, comme ABB ou Park. Sa fonction principale est de fournir une régulation de vitesse sans étape de la machine principale de zéro à la vitesse nominale. Le régulateur de vitesse a un CPU à grande vitesse intégré, qui offre des fonctions de détection et de protection rapides. Les composants principaux du système de contrôle logique sont un Siemens PLC avec des modules d'extension et un écran de couleur Siemens 10.7. Le module de contrôle de la température surveille et contrôle les températures de processus du canon et de la moisissure. Le module de commande de vitesse régule la vitesse de la machine de moulage et deux machines principales. L'APP permet le réglage, le stockage, la correction, l'alarmant, la surveillance et l'affichage des conditions de fonctionnement telles que la vitesse principale de la machine, la pression de fusion, la température de fusion, les températures de la zone du canon, la température du moule et la vitesse de moulage.
1) Deux extrudeurs jumeaux coniques TSJZ80 / 156 (un chacun pour les extrudeurs intérieurs et extérieurs)
|
Nom du paramètre |
Paramètres techniques |
|
|
Extrudeuse |
Fabricants d'armoires de commande électrique |
Convertisseur mainfréquence et convertisseur de fréquence d'alimentation: ABB ou parc, contacteur, disjoncteur, etc .: Suzhou Siemens |
|
Capacité d'extrusion (kg / heure) |
Sortie garantie de 260 kg / h, engagée à 300 kg / h dans de bonnes conditions de plastification |
|
|
Dimensions globales (MM3) |
4235mmx1520mmx2450 mm |
|
|
Poids de la machine (kg) |
4000 kg |
|
|
Le saut perd |
10 ° |
|
|
Le terminal d'alimentation principale adopte le formulaire |
Système triphasé à quatre fils |
|
|
Formulaire de courbe de contrôle de la température |
Réglage de l'auto-réglage de la fluctuation de la température (type PID) |
|
|
Origine des manches de contrôle de température, des manomètres, des jauges de ralentissement, etc. |
Contrôle informatique Siemens importé |
|
|
Y a-t-il un écran de pression? |
Avec affichage de pression de fusion |
|
|
Configuration de la bride de tête de tête et de détenue |
Connexions boulonnées |
|
|
Mode d'affichage des données de la console de fonctionnement |
Affichage principalement numérique |
|
|
Caractéristiques structurelles supérieures à celles de la même industrie |
Bonne plastification, grande sortie, conception raisonnable, haute précision et utilisation de composants et parties de haute qualité en matériaux de haute qualité, principalement auto-fabriqués, une bonne stabilité, facile à contrôler, l'onduleur principal utilise ABB ou le parc. |
|
|
Vis |
Diamètre (mm) |
80/156 |
|
Durée effective (mm) |
1815 |
|
|
Quantité (racines) |
2 |
|
|
Forme de maillot |
Dentage conique |
|
|
Couple total (kN M) |
14.2 |
|
|
Vitesse (r / min) |
1 ~ 34,7 (direction différente vers l'extérieur) |
|
|
Profondeur de nitrade (mm) |
0,6 ~ 0,7 |
|
|
Puis-je manger des aliments écrasés? |
capable |
|
|
Méthode de chauffage du noyau à vis |
aucun |
|
|
Baril |
Forme de baril |
intégral |
|
Méthode de chauffage |
Le canon est refroidi par air et a une coque en acier inoxydable dédié et un radiateur électrique en aluminium coulé |
|
|
Numéro de section de chauffage du baril (section) |
5 |
|
|
Puissance de chauffage (KW) |
36 |
|
|
Plage de contrôle de la température (℃) |
50 ~ 300 |
|
|
Nombre de sections de refroidissement en baril (sections) |
3 |
|
|
Manche de connexion à la tête de la machine |
3CR13 en acier inoxydable, traitement de surface plaqué dur, confluence interne |
|
|
Contrôle de refroidissement |
Contrôle des ventilateurs 4x0,55kw |
|
|
Moyen de refroidissement |
Air |
|
|
Origine de vis et de baril |
Zhothhan |
|
|
Mesures d'assurance qualité vis et baril |
Fournir des blocs de test et des rapports de test. Carbonate de calcium 50% Vis et garantie du baril pendant 6 mois. |
|
|
Profondeur de nitrade (mm) |
0,6 ~ 0,7 |
|
|
Système de réduction de transmission |
MOTEUR MOTEUR principale (KW) |
55 |
|
Mode de travail du moteur d'entraînement principal |
Moteur asynchrone triphasé, connecté à la boîte de vitesses de réduction à travers un couplage |
|
|
Vitesse du moteur d'entraînement principal (r / min) |
300 ~ 1500 |
|
|
Type de boîte de vitesses |
Réduction de l'engrenage, en utilisant la surface dentaire durcie et la combinaison de surface dentaire hélicoïdale |
|
|
réduction |
Dents carburisées et moulues, en 20crmoti |
|
|
Type de boîte de vitesses de distribution |
Les deux arbres de distribution sont entraînés par des engrenages conduits rotatifs super-coniques. |
|
|
Mode de régulation de vitesse du moteur de conduite principale |
Règlement sur la vitesse de fréquence variable AC, l'onduleur adopte ABB ou Park Company |
|
|
Système d'alimentation quantitative |
Méthode d'alimentation |
Alimentation quantitative (alimentation à double vis) |
|
Vitesse de vis d'alimentation (r / min) |
0,5 ~ 50 |
|
|
Puissance du moteur (KW) |
1.5 |
|
|
Vitesse du moteur (r / min) |
10 ~ 1500 |
|
|
Mode de régulation de vitesse du moteur |
Régulation de vitesse de fréquence variable AC |
|
|
Mode de travail moteur |
Moteur asynchrone triphasé, directement connecté au réducteur |
|
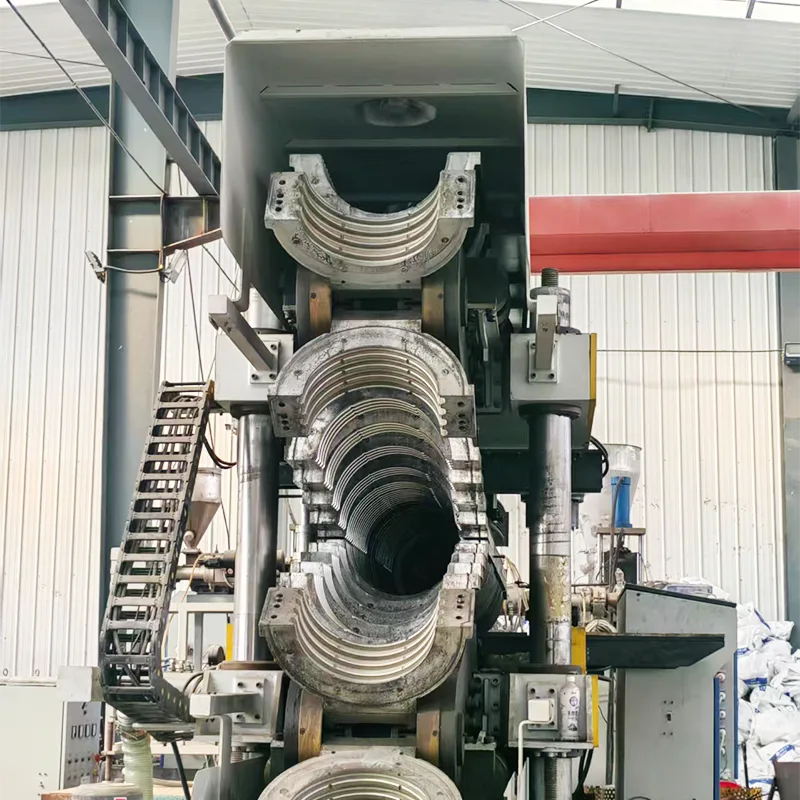
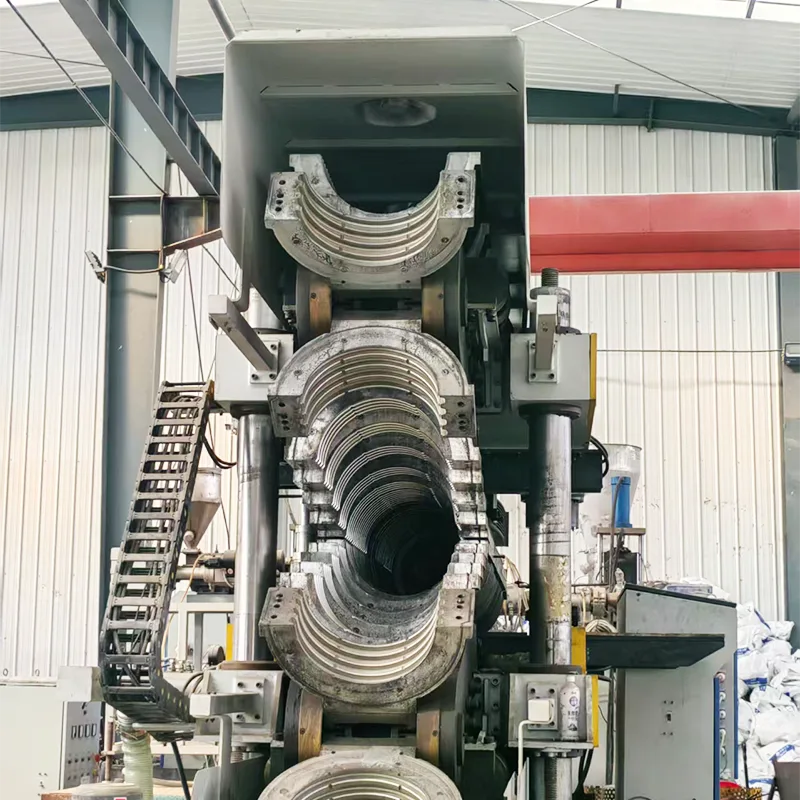
2) Fouler les paramètres de la machine:
| Machine à mouler |
Dimensions |
6400 mm × 3350 mm × 3850 mm -4200 mm (longueur * Largeur * Hauteur) |
|
Distance centrale de colonne de guide |
1065 mm |
|
|
Voyage ferroviaire guide supérieur |
Voyage du rail supérieur supérieur supérieur à 500 mm |
|
|
Avue longitudinale vers l'avant et vers l'arrière |
2400 mm (puissance électrique 1,5 kW) |
|
|
Mouvement gauche et droit |
50 mm |
|
|
Plage de production |
Le torchage en ligne est un torchage à double paroi, et le diamètre intérieur maximum du tuyau produit est ID600 |
|
|
Vitesse de ligne maximale sans charge |
Plage de vitesse de 0,3 à 5 m / min, vitesse maximale sans charge 5 m / min |
|
|
Machine de moulage de haut en bas |
La précision globale de mouvement vertical de la machine de moulage est de ± 0,05 mm (puissance électrique 1,5 kW et peut se déplacer de haut en bas de manière indépendante) |
|
|
Machine de moulage Précision du mouvement gauche et droite |
La précision globale de mouvement gauche et droit de la machine de moulage est de ± 0,05 mm |
|
|
Nombre de sections d'aspiration formant |
VISE DE QUELQUES ÉTAPES (pompe à vide 37 kW, taux de pompage 40m3 / h, vitesse 1460 tr / min, pression ultime 2000pa) |
|
|
Module Rail de course |
Le matériau de rail de guide de course de module est de 38Crmoala, la dureté de traitement de nitrative de surface atteint HRC62 ou supérieur, et elle est traitée par le broyeur de rail de guidage, et la rectitude après traitement est de ± 0,01 |
|
|
base de moisissure |
Le matériau de base de la matrice est de 38Crmoala avec un traitement de nitrative de surface et une dureté atteignant HRC50 - 55 |
|
|
Formation du rail de guide de déménagement avant et arrière |
Les rails de guide mobile avant, arrière, gauche et droit de la machine à mouler utilisent des roulements linéaires |
|
|
Système hydraulique de la machine de moulage |
Le système hydraulique de la machine de moulage adopte la coentreprise sino-italienne ATOS et le système de lubrification limoda (système de lubrification automatique du rail de guide, puissance du moteur de la pompe à huile 1,1 kW) |
|
|
Système pneumatique de la machine de moulage |
Les composants pneumatiques de la machine de moulage, la vanne de revers et la soupape de régulation de pression sont importées de SMC ou de coentreprises (principalement utilisées pour l'expansion en ligne) |
|
|
Moteur principal de la machine de moulage |
Le moteur principal de la machine de moulage est de 7,5 kW et adopte le moteur AC, et le régulateur de vitesse adopte des produits ABB ou du parc. |
|
|
Boîte de vitesses de la machine de moulage |
Les boîtes de vitesses des machines de formation sont toutes composées de haute qualité, avec une surface dentaire durcie et une surface dentaire à l'arc pour la transmission, une précision de transmission élevée, un fonctionnement stable, un grand couple de transmission, un faible bruit et une durée de vie à long terme. |
|
|
Méthode de refroidissement de la machine de moulage |
Le refroidissement du module de machine de moulage adopte le refroidissement de l'air, six ventilateurs de 0,5 kW |
3) Déchargement des paramètres du rack:
|
Plate-forme de déchargement |
Structure de la plate-forme de déchargement |
Structure du squelette en acier |
|
Longueur de plate-forme de déchargement |
6000 mm |
|
|
Méthode de contrôle du rack de déchargement |
Tournant automatique pneumatique |
4) Pièces de rechange:
|
Numéro de série |
Nom de pièce de rechange |
Nombre de pièces de rechange |
Code de pièce de rechange (modèle) |
|
1 |
Bouchon en porcelaine |
10 articles |
|
|
2 |
Fil à haute température |
50 mètres |
|
|
3 |
Thermocouple |
10 articles |
|
|
4 |
contacteur |
4 articles |
|
|
5 |
briseur |
4 articles |
|
|
6 |
jauge à vide |
4 articles |
|
|
7 |
vanne de régulation de pression |
2 articles |
|
|
8 |
Rouleau de base de la machine de moulage |
4 articles |
|
Adresse
N ° 68, Pingcheng West Road, Jiaoxi Industrial Park, Jiaozhou, Qingdao City, Province du Shandong, Chine
Tél














